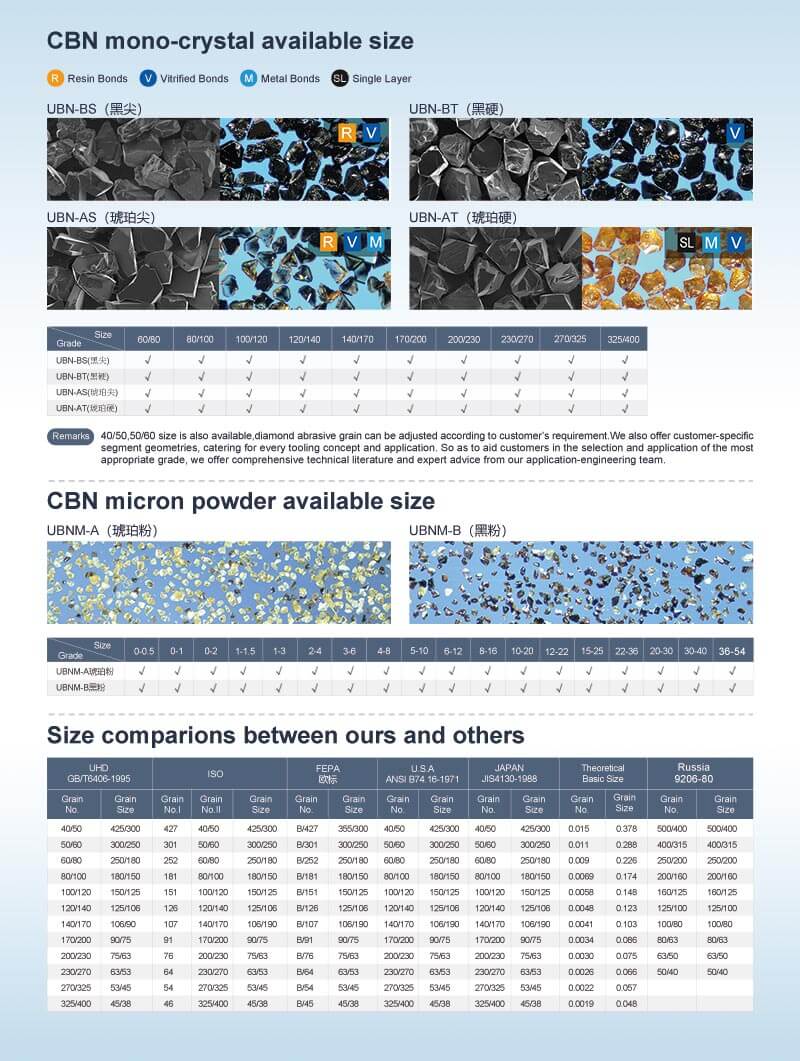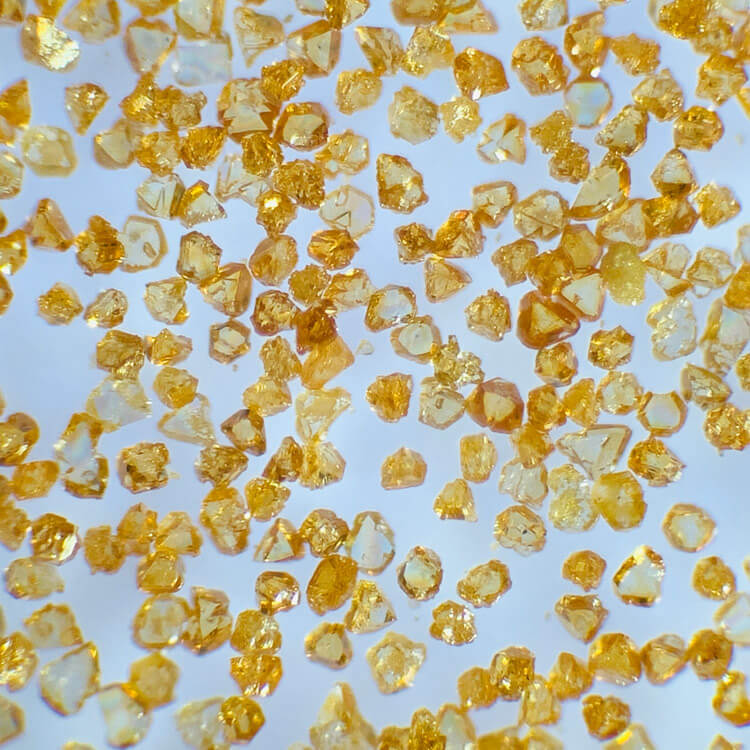
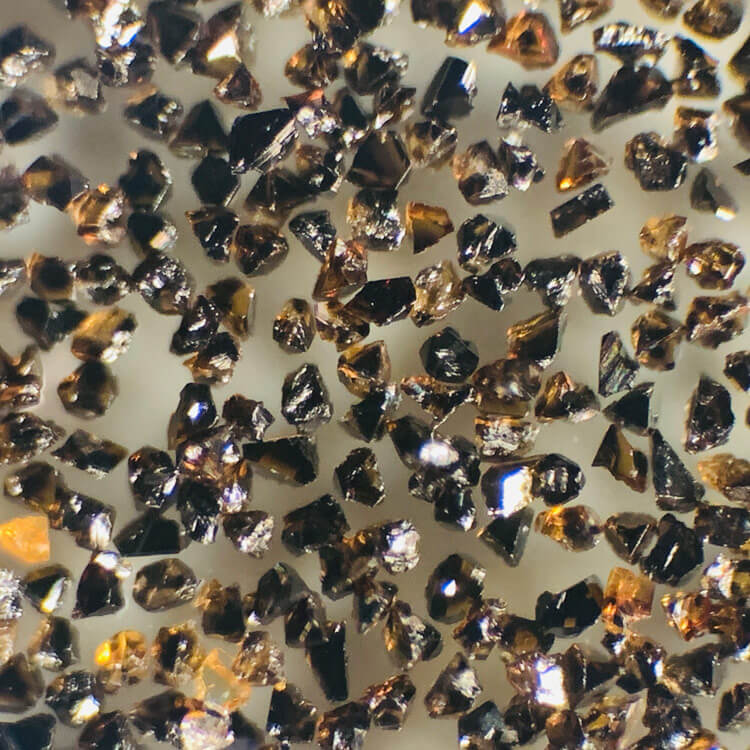
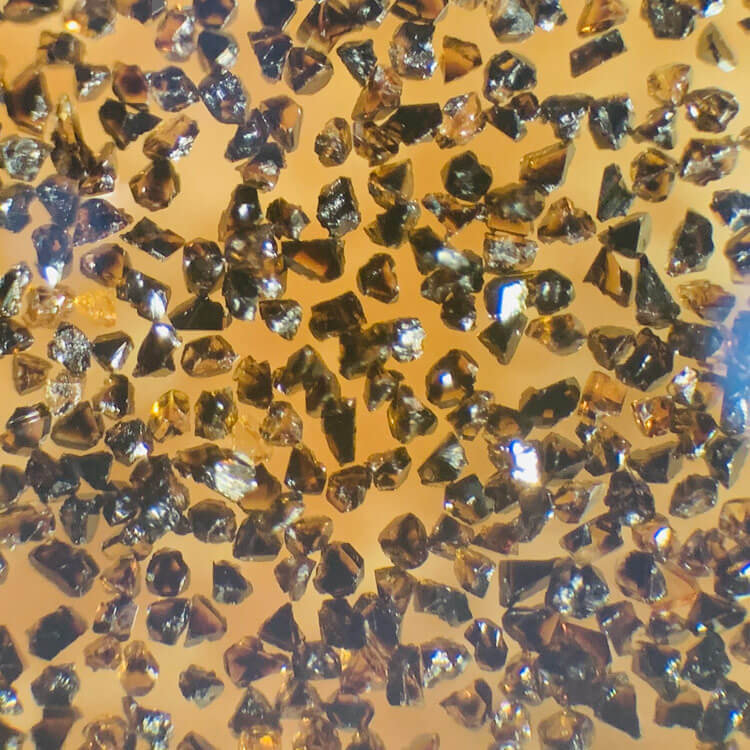


Kübik Bor Nitrür mono-kristal, en fazla termal stabiliteye sahip olan bir tür süper aşındırıcıdır ve sertliği elmastan sadece ikinci sıradadır. CBN’nin tokluğu, kimyasal ve termal kararlılığının birleşimi nedeniyle elmas gibi olmayan CBN, demir alaşımları ve süper alaşımlı malzemelerin öğütülmesi için yaygın olarak kullanılmaktadır. UHD şirketi, uzun yıllara dayanan mesleki tecrübesiyle, her türlü bağ sistemini kapsayan amber renk serisi ve Siyah renk serisi CBN ürünlerini geliştirerek müşterilerimize en iyi seçimi sunmaktadır.
Kübik bor nitrür aşındırıcı aletlerin öğütme performansı çok mükemmeldir, sadece öğütülmesi zor malzemeleri işleyebilmekle kalmaz, üretkenliği arttırır, aynı zamanda iş parçasının şeklinin ve boyutsal doğruluğunun sıkı kontrolüne yardımcı olur, aynı zamanda taşlamayı etkili bir şekilde iyileştirir. iş parçasının kalitesini ve önemli ölçüde iyileştirilmesini Taşlamadan sonra iş parçasının yüzey bütünlüğünü, böylece parçaların yorulma mukavemetini iyileştirir, hizmet ömrünü uzatır ve güvenilirliği arttırır. Ayrıca kübik bor nitrür aşındırıcı üretim süreci, enerji tüketimi ve çevre kirliliği açısından sıradan aşındırıcı üretiminden daha iyidir. Bu nedenle, kübik bor nitrür aşındırıcı aletlerin üretiminin ve uygulamasının yaygınlaştırılması, makine endüstrisinin gelişiminde kaçınılmaz bir eğilimdir.
1. Tungsten, tungsten, molibden ve diğer yüksek hız çelikleri, özellikle vanadyum alaşımlı çelik, kobalt alaşımlı çelik ve özel yüksek hızlı çelik aletler içeren aletlerin keskinleştirilmesi ve kaba taşlanması.
2. Isıya dayanıklı çelik, paslanmaz çelik ve yüksek sertlikte alaşımlı yapısal çelikten yapılmış hassas parçaların ince öğütülmesi ve son taşlanması. Bu parçalar sıradan aşındırıcı takımlarla kullanıldığında, aşındırıcı takım tüketimi veya çok hızlı kör taşlama nedeniyle yüksek doğruluk elde edilemez.
3.Gyerel termal strese ve termal şoka duyarlı çeşitli malzeme parçalarının kaplanması.
4. Büyük hassas iş parçalarının (takım tezgahı kılavuz rayları, yüksek hassasiyetli takım tezgahı vidaları) ince taşlaması ve son taşlaması. Bu iş parçaları, yüksek taşlama sıcaklığı nedeniyle genellikle büyük termal deformasyona neden olur ve bu nedenle yüksek hassasiyet elde edemez.
5. Otomatik ve yarı otomatik takım tezgahlarında seri üretilen iş parçalarının (aletlerin ve minyatür yatakların parçaları) ince taşlaması ve nihai taşlaması.
6.Gİyi kenar tutuşu gerektiren karmaşık yüzey iş parçalarının (dişli şekillendiriciler, broşlar, yüksek hassasiyetli dişliler, profil oluşturma araçları, zımbalar) bilenmesi.
7. İplik kesicilerin ve iplik mastarlarının yüzey taşlaması (kılavuz, iplik silindiri, iplik tıkacı mastarı, vb.).
8. İşlenmesi zor, ısıya dayanıklı çelik iş parçalarının süper finişi.
9.Gdiğer çelik su verme aletlerinin bilenmesi.